䓽�ߝL��ֱ�ݼy�B�Ӽ��g
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2010-11-16 17:10 ��ȣ�
����ժҪ���F���������ٰlչ��䓽�ߝL��ֱ�ݼy�B�Ӽ��g�V�����ã���헼��g���н��^���ȸߣ��|���ɿ��б��C��ʩ���������Σ���ݷ�������c������Ч�Ĺ�ʡ�����r�g���s��ʩ�����ڡ������a���lչ�ڼ��g�I���һ�΄��£����ЏV韵đ���ǰ����
�����P�I�~�������lչ��䓽�L��ֱ�ݼy�B��
�������g����
����
�����F���������ٰlչ��������ҽ���֧���a�I֮һ�Ľ����I�lչѸ�١�����䓽�đ���Խ��Խ���ֱ�����ܼ����á��ߏ��ȷ���lչ�����y��䓽��B�ӷ�ʽ�Ѳ�����ȫ�m���F�������İlչ���҇��������o80���ĩ�_ʼ�ƏVʹ��䓽�Cе�B�Ӽ��g�����^�_�l����Ͳ��D���B�ӡ��F�ݼy�B�Ӽ��g��煴�����ֱ�ݼy�B�ӡ��ȏ����ߝL܈ֱ�ݼy�B�Ӽ��g�ȡ���10������ȏ����ߝL܈ֱ�ݼy�B�Ӽ��gԽ��Խ��đ�����䓽���С�
����1��ֱ�ݼy�B�ӵĹ���ԭ��
�����ȏ����ߝL܈ֱ�ݼy�B�ӣ����º��Qֱ�ݼy�B�ӣ��nj�һ�����L��䓽�̶���һ�_���õęC���ϡ�ͨ�^�L�z݆�����D�ӌ�䓽�һ�˄��ߣ��L܈һ�γ��νz�^�����ڄ��ߺ�L�z݆ʩ�����L�Ƶ��ݼy���ͳߴ�ʴ_������ƽ�������^�o̓���ݼy��ͨ�^�Ƚz��Ͳ���ɸ�䓽�ֱ�B������䓽���^�]�б�������������䓽�ț]�н��͡�
����1.1ֱ�ݼy�˜�����Ͳ��Ҏ�ߴ�
�������ְl�]䓽�ĸ�ď��ȣ��B����Ͳ���OӋ���Ȳ�С��䓽�����Ș˜�ֵ��1.2����ֱ�ݼy�˜�����Ͳ��Ҏ�ߴ�Ҋ�±���(mm)
����
����1.2�B����Ͳ����ʽ��
�����B����Ͳ��������45̖���|̿�ؽY��䓻����������_�J����Ҫ���䓲ġ�Ŀǰ���õ��B����Ͳ�����N��ʽ��1���˜��ͣ�����һ�㲿λ䓽���B�ӡ�2�����L�ͣ������D��䓽��^���y�Ĉ��ϣ�ͨ�^�D����Ͳ�B��䓽3���U���ͣ�����䓽��^�y���еĈ��ϡ�4�������ͣ������B�Ӳ�ֱͬ����䓽5�������z���ͣ����ڃɶ�䓽�������D�Ӷ�Ҫ���{���S���L�ȵĈ��ϡ�6�����iĸ�ͣ�䓽���ȫ�����D�ӣ�ͨ�^�D����Ͳ�B��䓽���iĸ�B����Ͳ�����iĸ���ڹ����к����õ�����
����1.3��Ͳ�B�Ӻ���^�ķּ��Ϳ�������ָ�ˣ�
�����������^���������Լ��ߑ����ʹ�׃�Ηl���·����������ܵIJ�������^�֞�����3���ȼ���
���������^�������Ȳ�С�ڱ��B��䓽�����Ș˜ʻ�1.10��䓽�����Ș˜�ֵ��
���������^�������Ȳ�С�ڱ��B��䓽�����Ș˜�ֵ�������и����Լ������������ܡ�
���������^�������Ȳ�С�ڱ��B��䓽��������Ș˜�ֵ��1.35����������һ�������Լ������������ܡ�
�����±��ǡ�䓽�Cе�B��ͨ�ü��gҎ�̡���������䓽�Cе�B�ӽ��^�Ŀ������ȵ�Ҏ����
���� ����
����
����ע������^ԇ�����H��������;����^ԇ����䓽�����Ȍ��yֵ;��䓽�����Ș˜�ֵ;��䓽��������Ș˜�ֵ
����
����2��䓽�ֱ�ݼy�B���m�÷���
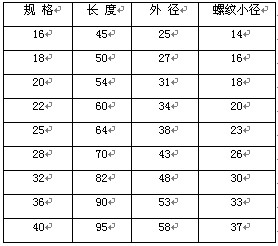
����䓽�ֱ�ݼy�B�Ӱ��B��䓽�ֱ���֞�16mm—40mm�ŷNҎ���m���ڸ�ߌӽ��������ȽY���������Y����ˮ�����̵Ĵ���e���������̽Y�����طN�Y����
����3��䓽�ֱ�ݼy�B�ӵĹ�ˇ����
����
����䓽�ԭ���ϙz�→䓽�����→�Cе�ӹ�→��Ʒ���o→��z→ʩ���B��
����4��ʩ����ˇ
����4.1���ϙz�
����䓽�ԭ�����M���轛�z�ϸ���ʹ�á���eע��䓽�ֱ������ƫ���^��t������ݼy���Ͳ�M���������d����Ӱ��B���|����
����4.2䓽�����
������һ���Ķ��L�и�䓽���ϕr������ɰ݆�и�C���ϣ����^�����_ֱ��ƫ���λ���пڶ���Ҫ�c䓽��S����ֱ���������R���λ�����������Ú���и
����4.3�Cе�ӹ�
����4.3.1��䓽�Ҏ���{�B�ÝL�z�^�ȿ���С�ߴ缰�q���h���{�����ߓ��壬����ֱ�����L܈�г̣����C�����L܈�ݼy���L�ȣ��b��䓽�����O���M�нz�^�ӹ����z�^�ӹ��ߴ硢Ҏ��Ҫ��Ҋ�±�
�����z�^�ӹ��ߴ磨mm��
����Ҏ�� ����ֱ�� �z�^
����
����4.3.2�L܈䓽�ֱ�ݼy�r��������ˮ������������Һ�������ÙC������������Һ�����ӝ���Һ�L܉�z�^��
����4��4��Ʒ�z���o
����4.4.1�������ˑ������z��䓽�z�^�����^�|���������Ƿ�M���o�������d��ȱ�ݡ���Ч�z�ۃȵĶd����Ӌ�L��С��һ�����L��1/2���z��ϸ�Ľz�^�w����ñ���Ա��o��
����4.4.2�����|���O���ˆT�������ԙz�ϸ�Ľz�^���S�C��飬��10������ʣ��Ҳ���С��10����ÿ���ϸ��ʲ���С��95������С��95���r���t�����z�����ϸ�z�^���е��������ǙC������߀���˹�����ԭ������¼ӹ��ݼy�����ٴΙz�ϸ��ӱ��o�ף���Ҏ���ѷŲ����w����ѩ���o��ʩ����ֹ���P�ͻ��W��Ⱦ��
����4.4.3��ʩ���B��֮ǰ��߀�����B����Ͳ�M�Йz���ȑ��z���Ͳ�ij��S�ϸ��C��ԭ���Ϻϸ��C������Ͳ�����Пo�Ѽy��Ӱ푽��^�|����ȱ�ݡ���Ͳ�����Ї����P�g����֬��Ӱ푻������|����ȱ�ݺ��s���Ͳ�����Ã��|̼����Ͻ�Y��䓡���Ͳ�������@��Ҏ���־���ɶ˿ב��������ܷ��w�۾o��
����5��ʩ���B�Ӽ�ע�����
����5.1䓽��B�ӕr��Ҫע��䓽��Ҏ�����Ͳ��Ҏ��һ�£����_���z�^����Ͳ�Ľz�۸Ƀ�����ßo�p��
����5.2�B�ӷ�ʽ��
����5.2.1����䓽�������D�ӵĈ��ϣ��B�ӕr�����Ȍ���Ͳ�����ѹ̶�䓽�Ľz�����ȔQ�o���ٌ���һ��䓽�������Ͳ�Q�o��
����5.2.2��䓽�������D�ӵĈ��ϣ������Ȍ���Ͳ���뵽���䓽�Ľz���ϔQ�o���ٌ���Ͳ�����ѹ̶�䓽�Ľz���ϣ����Q���䓽���h�˔Q�o�����B��䓽��ϡ�
����5.2.3���Q�o�ăɂ�䓽��摪̎��һ�����ľ���ƫ�����1P(P���ݾ�)���Q�o�����Ͳÿ�˲�����һ�����Ͻz����¶��
����5.2.4���^�˱��_�п����O��Ҫ��Ŀ�ܵ����˺����˵Ĺ�����܅^�����o�����_�r�����^�ٷ��ʲ��˳��^50%���v������䓽���^λ�Ñ���e�_��
����5.3��ͬһ�B�Ӆ^�ȣ����^�Ľ��^�ٷ��ʲ�������25%�����^�Ľ��^�ٷ��ʲ�������50%�����^�Ľ��^�ٷ��ʿɲ������ơ�
����6��ʩ���z��c���
����6.1䓽��B�����Iǰ
����6.1.1�z�S�����g��λ�ύ����ʽ�z��摪�Rȫ����Ч��
����6.1.2�z���B����Ͳ�ij��S�ϸ��C��䓽�z�^�z�ӛ䛡�
����6.1.3��ÿ���M�S䓽��M�н��^�B�ӹ�ˇԇ�ٌ�ÿ�NҎ���䓽�ĸ�đ��M�п�������ԇ��ÿ�NҎ��䓽���^��ԇ����������3�������^ԇ���Ŀ������Ⱦ�����С��ԓ���eĸ��䓽�����ȵĘ˜�ֵ��ͬ�r�Б���С��0.9��䓽�ĸ�ĵČ��H�������ȡ�
����6.2���^�ĬF�����^�z��
����ÿ�_����^��ɺ���z10%�M�����^�z�飬䓽��c��Ͳ��Ҏ��Ҫһ�£����^�z�۟o�����z����¶��
����6.3���^�����W���ܙz
�����z��������M�У�ͬһʩ���l���µ�ͬһ�����ϵ�ͬ�ȼ���ͬҎ����^����500����һ��������M�Йz��c��գ�����500��Ҳ������һ������������^��ÿһ�����ڹ��̽Y�����S�C��ȡ3��ԇ�������OӋҪ��Ľ��^���ܵȼ������Y�|�ęz�y�C��������������ԇ������ԇ���Ŀ������ȝM��Ҫ��r��ԓ�z����u��ϸ�����һ��ԇ���ď��Ȳ�����Ҫ��r�����ٳ�ȡ����ԇ���M�Џ͙z���͙z����ԇ��ȫ���ϸ�r�����ж�ԓ�����^��ϸ�t������һ�����^���Ȳ�����Ҫ�tԓ�z����ж��鲻�ϸ���z���ϸ�Ľ��^����������ɽ��O����ͬ�OӋ�ȷ����о������̎����������ȡ�a�ȴ�ʩ�������z�Ա��C䓽��B�ӽ��^���|����
����6.4���ڬF���B�әz�10���������ȫ���������ԇ��һ�γ�Ӻϸ�r����������^�����ɔU���1000����ÿһ���������ɺ�����^����ԇ��档
����7��䓽�ֱ�ݼy�B�ӵļ��g���c
����7.1���^���ȸ�
�������^���ȴ��ڻ����cĸ�ĵȏ���ͬ���ԣ����ܷ�������ƣ�����ܺã���ͨ�^200�f��ƣ��ԇ�������õĆ����������ܡ�������䓽����ľ�ƫ�ơ�
����7.2ʩ�����㣬�B���ٶȿ죬�������㣬ʹ�ð����L�Ȳ�С��500mm�Ĺ��Q�Q�o���ɡ����˽���Ӗ���ύ�������ÿ���_���ܼӹ�400—500��䓽��ݼy�z�^�����s���˹��ڡ�
����7.3�������c���������ȿɹ�ʡ30��䓲ģ����F�ݼy��ȿɹ��s15��䓲ģ��c��������^���ɹ�ʡ��������l����ˎ����Ȳ����������a�Y�ϣ�ֱ�ӹ�ʡ���Y��
����7.4���÷����V��������⣬��ѩӰ푡��B�ӕr�o����늣���ˮ�кͿ�ȼ���w�h���¾������I���Ҍ����w�����a�������������ڱ��o�ڄ��ߵ����Ľ�����
�����C�����σ��c��ֱ�ݼy�B�Ӽ��g���似�g���M���ӹ������٣�ʩ�����㣬�B���|���ɿ����T�����c���ڬF�������У�Խ��Խ��ĵõ������á��Ҿ��ЏV韵đ���ǰ���������a���lչ�ڼ��g�I���һ�΄��£�Ҳ�O��Ĵ��M���¼��g���¹�ˇ���õķe�O�ԡ�
���������īI��
������1�� JGJ107—2003��䓽�Cе�B��ͨ��
�������gҎ�̡�S��
������2�� ���ع�.�ȏ����ߝL��ֱ�ݼy䓽��B�Ӽ��g�ڹ����еđ��ù����c���g1007-6921(2008)15-0109-04
�����}��䓽�ߝL��ֱ�ݼy�B�Ӽ��g
�D�dՈע�����ԣ�http://m.wangshangbanli.cn/fblw/ligong/jixie/5288.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^