��܇(ch��)���w�����λ؏��ęC(j��)е����
���ٙ�Ŀ��܇(ch��)�vՓ�� �l(f��)�����ڣ�2010-08-14 10:21 ��ȣ�
����1����
�����S���F(xi��n)����܇(ch��)���I(y��)�İl(f��)չ,��܇(ch��)���w�����μ��g(sh��)�����c(di��n)�ѽ�(j��ng)�D(zhu��n)׃?y��u)���ٳ����c�Ԅ�(d��ng)���������䷀(w��n)����,�Գ��ΘO�ޞ���A(ch��)�ij��η�ʽ�Ѳ��m�ϬF(xi��n)����܇(ch��)܇(ch��)�v�����O(sh��)Ӌ(j��)��Ҫ����܇(ch��)���w���_��ˮƽֱ��Ӱ푵���܇(ch��)�������|(zh��)����ʹ���|(zh��)�������a(ch��n)Ч���c�N(xi��o)�ۃr(ji��)���,�˂������“2mm����”��ԇ�D����܇(ch��)܇(ch��)���b��ߴ羫���`�������2mm��(n��i)���_(k��i)�ѡ��𰙵ȱ���ȱ���ѽ�(j��ng)�õ�����Ч�Ŀ��ƣ�������Ӱ푳ߴ羫�ȵĶ����Է����ȱ�ݣ���؏����@��ʮ����Ҫ������?y��n)�؏�ȱ�ݮa(ch��n)����ԭ��ʮ�֏�(f��)�s,���F(xi��n)��ʽҲ����ͬ,�@�o���ƌ�(du��)�ߵ��о�����(l��i)�˺ܴ���y�ȣ�����ᘌ�(du��)���λ؏��ęC(j��)е�����Ӱ������M(j��n)�з�����
��������ģ�ߎ����Եİ�ģ�A�ǰ돽rst,��ģ�A�ǰ돽rm�������g϶uz����(du��)�؏������^���Ӱ푣���?y��n)�����ֱ��Ӱ������ϵđ?y��ng)������(y��ng)׃��B(t��i)���D1��ʾ�����@Щ���،�(du��)�؏���Ӱ�ʾ��D��
�� ��
���� �D1�؏���ģ���Π�Ӱ�����
����2ģ�A�ǰ돽
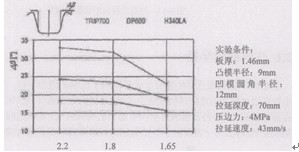
������(c��)�������Լ����m��Ƕȵ��γ�Ҫ��ه(l��i)��ģ�ĈA�ǰ돽���෴��ģ�A�ǰ돽Ҫͨ�^(gu��)����Ď��Π�_������˲��ϵĻ؏�ͨ�^(gu��)ģ�A�ǰ돽���x����܉pС��С��ģ�A�ǰ돽�����ď�����(y��ng)׃���ˏ�����(y��ng)׃��(d��o)�°������ı�����Ի�����һ������С�돽����Ĵ�ď�����(y��ng)׃�;�������쑪(y��ng)׃���֮a(ch��n)��һ��(g��)��ĽǶ�ƫ�ͨ�^(gu��)��(sh��)�(y��n)?z��i)܉�_������(du��)�ڲ���H340LA�Լ�DP600ģ�돽��3mm��12mm���܉�pС�؏�������(du��)����TRIP700ֻ��ͨ�^(gu��)����ģ�돽��(l��i)�pС�؏�����D2��ʾ��ͨ�^(gu��)�돽��3��12mm׃�����܉�ͨ�^(gu��)���m��ĽǶȁ�(l��i)�õ��؏��Ĵ�С��
����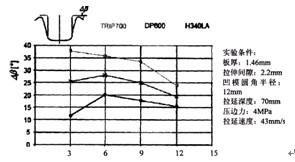
�����D2ģ�돽��(du��)�؏���Ӱ�
����3�����g϶
�������^�������g϶��ָģ�Ͱ�ģ֮�g�İ�������Լ��՚��g϶���������g϶ֱ��Ӱ푷��m��͂�(c��)��ď����Ƕȣ����Ӱ푻؏��������g϶ԽС�������Ƕ�Խ���ڌ�(sh��)�(y��n)���܉��C��(sh��)��С�������g϶Ӱ푻؏��ĜpС���D3�О�ߏ�(qi��ng)��䓵������g϶׃���ĽY(ji��)����
���� ��
��
���D3�����g϶��(du��)�؏���Ӱ�
���������S�����屻�������������ܲ��İ�������İ��_�^�c�_ģ�g϶С�r(sh��)�������M(j��n)����(d��ng)���۾o�r(sh��)���������ܱ�������������ɔ��ѡ���һ���棬�g϶�^(gu��)��r(sh��)�����岻���c�_�^�N�o���Ķ�������������Ʒ�Π�á���ˣ�Ҫ����(j��)Ŀ��Ҫ�����ʹ���g϶�ڌ�(sh��)�`�о�����Ҫ���x��
������1�������������ۄ�(d��ng)���ԉ�ƽС���y�������Π�⻬�ĈAͲ����Ʒ����Ҏ(gu��)������Ʒ��ȵ�Ŀ��(bi��o)���£�
����c�P��1.1��1.2��t0
�������У�c���g϶��t0������
������2����ȫ��Ҫ�ۄ�(d��ng)�r(sh��)
����c�P��1.4��2.0��t0
������3����Ҫ���^����ĺ�ȵĂ�(c��)�ڕr(sh��)��
����c�P��0.9��1.1��t0
����
����4��ģ�돽
������ģ�돽ֱ��Ӱ�����������ʺ͂�(c��)��ĽǶȣ�ͨ�^(gu��)��(sh��)�(y��n)�҂��܉�����ģ�돽ԽС���t��(du��)��(c��)��Ƕȵ�Ӱ푾�ԽС��һ���(l��i)�v��ģ�Ƕ�ͨ�^(gu��)����Ď��Π��(l��i)�_����һ�㲻��׃����Ƕ�ֵ����D4��ʾ��
����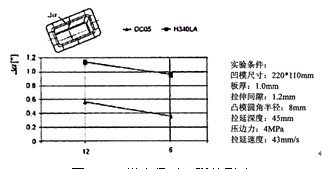
�����D4��ģ�돽��(du��)�؏���Ӱ�
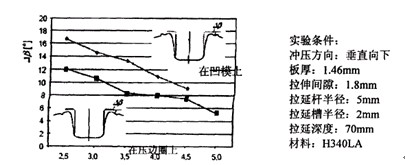
����5��߅Ȧ����
�������˽�Q�����^(gu��)���е�ʧ��(w��n)��(w��n)�}����Ҫ��ģ���ϰ��b��߅�b�ã�ͨ���ĉ�߅�b���ЃɷN�����ԉ�߅�b�ú͏��ԉ�߅�b�á����Џ��ԉ�߅�b���Ҋ(ji��n)�ľ������z�����ɺ͚�|��ǰ�ɷN���ډ�߅���S�����C(j��)�г�׃����׃������(du��)�������^������������
������߅Ȧ����Ҫ���þ��DZ�����������(y��ng)�����γɵİ��ޣ���߅Ȧ����Ҫ�ڰ�������������һ��(g��)�A(y��)�ȵĉ������@��(g��)�����ܴܺ�����ܴ�͕�(hu��)�������^(gu��)�����γ��Ѽy����ˉ�߅��ֱ��ͨ�^(gu��)Ħ��������(l��i)Ӱ������Ӽ��Ă�(c��)���γɵ�����(y��ng)�����ߵĉ�߅���܉�pС�ߏ�(qi��ng)�Ȳ��ϵĻ؏��������ڂ�(c��)��ď�(qi��ng)������ߵ����ԡ��ڸߏ�(qi��ng)��䓵Č�(sh��)�(y��n)�У��܉�_���ߵij�ʼ?j��)�߅���Ǻͷ��m��ĽǶȾo�ܽY(ji��)����һ��ġ���D5��ʾ����(du��)�ڲ��ϵķ��m��Ƕ����_(k��i)ʼ���|��������15MPa�r(sh��)�����������@�ĜpС�����ˉ�߅����ֵ֮�⣬�����õĕr(sh��)�g�����õIJ�λ��(du��)�؏�Ҳ�ЛQ���Ե�Ӱ푡����˜p�����ڸߏ�(qi��ng)��䓛_������ɵĂ�(c��)�����ʣ��@����Ã��A�ε�׃�γ���Ҫ����������Ҫ�_(d��)�����(bi��o)���ijߴ�֮ǰ���䉺߅����һ��(g��)�AԽʽ����ߡ�ͬ�r(sh��)������һ��(g��)���Եĉ�߅Ȧʹ��߅���ڲ�ͬ�IJ�λ����һ��(g��)��ͬ��ֵ����(du��)��һ��(g��)���Եĉ�߅Ȧ����؏�Ҫ���ĜpС��
����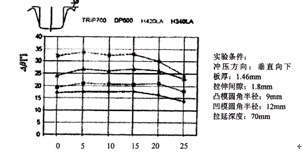
�����D5��ʼ?j��)�߅����Ӱ�?br />
����6���ӽ�
�����ڰ�ě_�������^(gu��)���У��ډ�߅Ȧ��ģ�����O(sh��)�����ӽ��Ǹ��Ƴ��ι�ˇ����߳����|(zh��)������Ч��ʩ�����ӽ���һ���ij̶����܉���K���ϵ�����(d��ng)�����ṩ���M(j��n)��������(du��)���ư�������(d��ng)������Ҫ�����ã��Ķ�Ӱ������^(gu��)�̺�IJ��Ͽ��ܮa(ch��n)���Ļ؏�����Ҫ�ą���(sh��)�����ӽ�ĸ߶�d�����ӽ�돽���A�o���Լ����ӽ��λ�ã��ĈD6�܉�����ؿ���dԽ�؏�ԽС�����ӽ�λ�ò�ͬҲ��Ӱ����؏���
����
�����D6���ӽ�λ�ú߶ȵ�Ӱ�
���������īI(xi��n)
����[1]�Ǿ���.���ϛ_��Û���^(gu��)������Ԫģ�M�c����Ч��(y��ng)[J].���ֹ��I(y��)��W(xu��)�W(xu��)��(b��o).1995,25(79):43-49
����[2]�����𣬺�ƽ.��ě_������׃�ξֲ����c��(d��ng)߅��Ħ���s��[J].���w���W(xu��)�W(xu��)��(b��o).1997,18(3):204-212
����[3]�����𣬺�ƽ.��ij��ξֲ�����ʧ��(w��n)�c�𰙵Ĕ�(sh��)ֵģ�M[J].�C(j��)е���̌W(xu��)��(b��o).1997,33(2):88-92
����[4]�����𣬺�ƽ.��܇(ch��)���w�������^(gu��)����ģ�M�Ĕ�(sh��)ֵ����[J].��܇(ch��)����.1997,19(2):125-129,120
����
����(bi��o)�}����܇(ch��)���w�����λ؏��ęC(j��)е����
�D(zhu��n)�dՈ(q��ng)ע����(l��i)�ԣ�http://m.wangshangbanli.cn/fblw/ligong/cheliang/703.html
���P(gu��n)��(w��n)�}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:105
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ(xi��)����W(xu��)Փ�Ŀ����õ�19��(g��)...�P(gu��n)ע:192
�y(c��)�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r(sh��)�_(k��i)Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�(gu��)ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
��(gu��)�H����(sh��)��Ҫ�˽�Ć�(w��n)�}����P(gu��n)ע:58
��������(sh��)�ܷ��u(p��ng)�Q(ch��ng)���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u(p��ng)�Q(ch��ng)�l(f��)Փ�ĺ�߀�dz���(sh��)���P(gu��n)ע:68
��(f��)ӡ��(b��o)���Y����Ҫ�D(zhu��n)�d��(l��i)Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ(ji��n)��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u(p��ng)��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)Ӌ(j��)Փ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\(y��n)ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅ�(d��ng)��Փ�� ܇(ch��)�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)Ӌ(j��)Փ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)